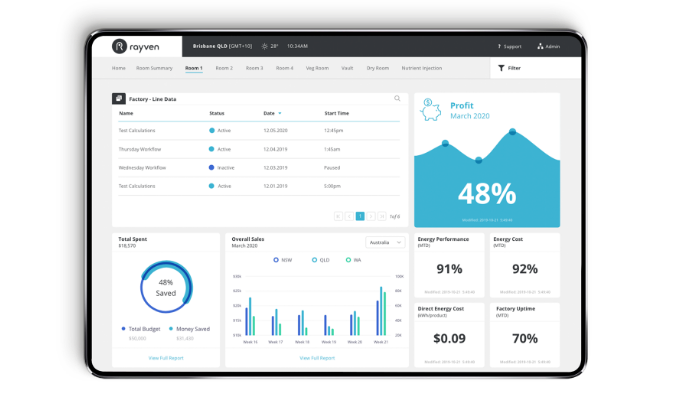
Manufacturing Line solution: get real-time overview of machine + production performance.
The solution.
The Operations Management team at this production facility believed that additional operational improvements could be found on the bottling floor, but in order to achieve them, they needed access to real-time data, including information from different machines and automated downtime tracking.
We focused on delivering a Manufacturing Line solution - built on our Rayven Platform - to answer these questions quickly, but that could also provide a long-term path for performance measurement: at Rayven, our philosophy is always to start small, show a clear ROI fast, and grow over time.
Defining what data to collect is critical.
We started by identifying the key metrics in order to achieve the desired business outcomes. In this Manufacturing Line solution these included:
- Production targets
- Machine status
- Downtime duration
- Downtime reasons
- Unit weights
- Target weights
- Production rate
- Production schedule.
Initial goals of the solution.
The first goal of the project was to connect to the factory’s SCADA to the solution to ensure that the right data was collected in a consistent and reliable manner, and to ensure the data’s quality and integrity. In order to achieve this, we included these features in our Manufacturing Line solution:
- Monitoring of critical operational data via a web-based and mobile system
- Equipment monitoring in the solution via the Citect SCADA
- Development of a secure, read-only connection for SCADA integration
- Creation of business logic for the application in-order to meet the Operation Management team’s objectives
- Notifications via email or SMS when there was downtime, or when throughput dropped below the hourly target
- Collection of historical data so that the business could start testing different logic to automate reasons for downtime
- Connection of the ERP system, to collect daily target information, as well as package weight and sizes
- Testing of the application, making sure all of the above goals are met.
Before setting the solution live, we tested four critical aspects of the Manufacturing Line solution:
Security.
Our Rayven Platform is built with security as a top priority.
Rayven’s proprietary security architecture ensures data is secure at all points of the environment. The Manufacturing Line solution includes data encryption in transit and is encrypted from device to cloud (device-dependent). Devices are authenticated using device keys (device-dependent) and 256-bit SSL encryption is used between end-user devices (PCs, tablets, mobile phones) and the cloud, which protects confidentiality, data integrity and availability. In transit from device to cloud, we have SHA-256 with RSA Encryption, automated at-rest encryption using 256-bit AES encryption (optional), and during use (from cloud to screen) SHA-256 with RSA Encryption.
The Manufacturing Line solution additionally conducts device security checks via automated polling and/or pull request as well as having security (Bearer) tokens that authenticate devices and services, meaning that keys don’t need to be sent on the network.
Connectivity.
The production line’s supervisory equipment can directly impact product output and quality, so the connection between the Manufacturing Line solution and the machines needs be secure and omni-directional. To achieve this, we created a secure bridge from the supervisory equipment to the rest of the enterprise in order to maintain network isolation. By combining a secure and encrypted transmission path, together with a dedicated and direct connection (that eliminates connecting into the factory’s network), we were able to establish a fast and secure connection.
Data integrity.
Establishing a continuous, reliable connection ensures that the data held within the solution is always up-to-date and that you can rely on it to make critical business decision in real-time. Because of this, it was critical for us to test that the data we were seeing on the factory floor 100% matched what we were seeing in the dashboards of the Manufacturing Line solution and that we created a back-fill capability so that data would still be received in sequence in the event that communication ever went down.
Industrial Data Science.
The objective of exploratory data analysis was to observe trends in the data and compare them with what was happening on the factory floor, which included:
- Real-time calculation of ‘saleable volume’
- Real-time forecasting using a pitch chart of hourly bottles of milk based on real-time production throughput
- Output in litres and in bottles per minute, hour, day, and week
- Automated identification of downtime and downtime reason entry screens
- Analytics of downtime reasons and duration
- Production rate efficiency
- Monitoring of pasteurisation process and process tank volumes.
What’s next?
The outcomes derived from the Manufacturing Line solution include increased run time and throughput, with an additional gain expected as the team use the new metrics to track and improve changeover between products.